

PCD Tools, VCGW
(PCD Turning Tool, PCD Milling Tool, PCD Boring Tool, PCD Grooving Tool, PCD Threading Tool)
Technical Specifications
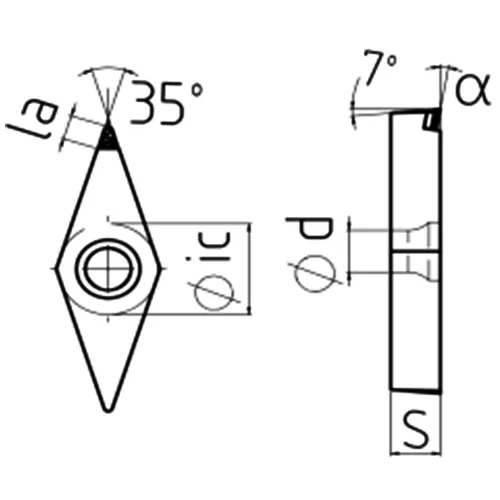
| ISO Code | ANSI Code | Tips | Edge Length | Hole Diameter | Thickness | Rake | Nose Radius | Tip Length |
| ic | Ød | s | α | r | la | |||
| VCGW22(0.5) | 1N | 6.35 | 2.8 | 3.18 | 0° | 0.2 | 2.5 | |
| VCGT22(0.5) | 1N | 6.35 | 2.8 | 3.18 | 5° | 0.2 | 2.5 | |
| VCGT22(0.5) | 1N | 6.35 | 2.8 | 3.18 | 10° | 0.2 | 2.5 | |
| VCGW221 | 1N | 6.35 | 2.8 | 3.18 | 0° | 0.4 | 2.5 | |
| VCGT221 | 1N | 6.35 | 2.8 | 3.18 | 5° | 0.4 | 2.5 | |
| VCGT221 | 1N | 6.35 | 2.8 | 3.18 | 10° | 0.4 | 2.5 | |
| VCGW222 | 1N | 6.35 | 2.8 | 3.18 | 0° | 0.8 | 2.5 | |
| VCGT222 | 1N | 6.35 | 2.8 | 3.18 | 5° | 0.8 | 2.5 | |
| VCGT222 | 1N | 6.35 | 2.8 | 3.18 | 10° | 0.8 | 2.5 | |
| VCGW22(0.5) | 2N | 6.35 | 2.8 | 3.18 | 0° | 0.2 | 2.5 | |
| VCGT22(0.5) | 2N | 6.35 | 2.8 | 3.18 | 5° | 0.2 | 2.5 | |
| VCGT22(0.5) | 2N | 6.35 | 2.8 | 3.18 | 10° | 0.2 | 2.5 | |
| VCGW221 | 2N | 6.35 | 2.8 | 3.18 | 0° | 0.4 | 2.5 | |
| VCGT221 | 2N | 6.35 | 2.8 | 3.18 | 5° | 0.4 | 2.5 | |
| VCGT221 | 2N | 6.35 | 2.8 | 3.18 | 10° | 0.4 | 2.5 | |
| VCGW222 | 2N | 6.35 | 2.8 | 3.18 | 0° | 0.8 | 2.5 | |
| VCGT222 | 2N | 6.35 | 2.8 | 3.18 | 5° | 0.8 | 2.5 | |
| VCGT222 | 2N | 6.35 | 2.8 | 3.18 | 10° | 0.8 | 2.5 | |
| VCGW33(0.5) | 1N | 9.525 | 4.4 | 4.76 | 0° | 0.2 | 2.5 | |
| VCGT33(0.5) | 1N | 9.525 | 4.4 | 4.76 | 5° | 0.2 | 2.5 | |
| VCGT33(0.5) | 1N | 9.525 | 4.4 | 4.76 | 10° | 0.2 | 2.5 | |
| VCGW331 | 1N | 9.525 | 4.4 | 4.76 | 0° | 0.4 | 2.5 | |
| VCGT331 | 1N | 9.525 | 4.4 | 4.76 | 5° | 0.4 | 2.5 | |
| VCGT331 | 1N | 9.525 | 4.4 | 4.76 | 10° | 0.4 | 2.5 | |
| VCGW332 | 1N | 9.525 | 4.4 | 4.76 | 0° | 0.8 | 2.5 | |
| VCGT332 | 1N | 9.525 | 4.4 | 4.76 | 5° | 0.8 | 2.5 | |
| VCGT332 | 1N | 9.525 | 4.4 | 4.76 | 10° | 0.8 | 2.5 | |
| VCGW33(0.5) | 2N | 9.525 | 4.4 | 4.76 | 0° | 0.2 | 2.5 | |
| VCGT33(0.5) | 2N | 9.525 | 4.4 | 4.76 | 5° | 0.2 | 2.5 | |
| VCGT33(0.5) | 2N | 9.525 | 4.4 | 4.76 | 10° | 0.2 | 2.5 | |
| VCGW331 | 2N | 9.525 | 4.4 | 4.76 | 0° | 0.4 | 2.5 | |
| VCGT331 | 2N | 9.525 | 4.4 | 4.76 | 5° | 0.4 | 2.5 | |
| VCGT331 | 2N | 9.525 | 4.4 | 4.76 | 10° | 0.4 | 2.5 | |
| VCGW332 | 2N | 9.525 | 4.4 | 4.76 | 0° | 0.8 | 2.5 | |
| VCGT332 | 2N | 9.525 | 4.4 | 4.76 | 5° | 0.8 | 2.5 | |
| VCGT332 | 2N | 9.525 | 4.4 | 4.76 | 10° | 0.8 | 2.5 |
PCD Grades & Cutting Parameters
| Cutting Recommendation | Nonferrous Metals | ||
| PCD Grade | PD10 | PD20 | PD30 |
| Workpiece Material | Aluminum alloy | Low-silicon aluminum alloy | High-silicon aluminum alloy |
| Cutting Speed (Vc) | 750(500-1000) m/min | 500 (300-800) m/min | 350 (200-500) m/min |
| Feed per Revolution (Fn) | 0.15(0.03-0.3) mm/r | 0.15 (0.03-0.3) mm/r | 0.15(0.03-0.3) mm/r |
PCD Grade Comparison
| Class | Winice | Tungaloy | Mitsubishi | Sumitomo | Sandvik | Kyocera | Hitachi | Dijet | NTK | Seco | Kennametal | Iscar | Taegutec | Widia | Walter | Ceratizit | Centech -EG |
ZCC.CT | |
| N | N10 | PD10 | DX140 | MD205 MD220 |
DA150 | CD10 | KPD001 KPD010 KPD230 |
JDA715 | PD1 | PCD05 PCD10 PCD20 |
KD100 KD1400 KD1425 |
ID5 | KP500 | WDN25U | WCD10 | CTD4125 CTD4110 |
MD02 | DN1011 DN0511 |
|
| N20 | PD20 | DX120 | MD220 MD230 |
DA2200 DA1000 |
CD10 | KPD001 KPD010 KPD230 |
JDA715 | PD1 | PCD05 PCD20 |
KD1425 | ID8 | KP300 | WDN25U | WCD10 | CTD4205 | MD04 MD03 |
DN1031 | ||
| N30 | PD30 | DX110 | MD230 | DA2200 DA1000 |
JDA10 | PCD20 PCD30 PCD30M |
ID8 | KP100 | MD01 | DN3021 | |||||||||