PCBN Cutting Tools (Tool Bits for Turning)
PCBN (Polycrystalline Cubic Boron Nitride) is a superhard material with hardness second only to diamond. It is sintered from CBN micron powder and metal or ceramic binders under high temperature and high pressure. Hardness typically ranges from HV 2500 to 5000. It is often composited with cemented carbide to increase strength, enabling efficient processing.
PCBN tools are used for the machining of hard ferrous metals to improve efficiency, precision, and stability while reducing comprehensive costs. PCBN tools are also suitable for automated production lines and dry cutting applications.
PCBN is a primary material for difficult-to-machine materials. Application areas include: hardened steel, cast iron, high-temperature alloys, and powder metallurgy.
| Image | Model | Edge Length | Thickness | Hole Diameter | Details |
|---|---|---|---|---|---|
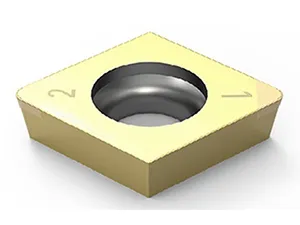 |
CCGW | 6.35-12.7mm | 2.38-4.76mm | 2.8-5.5mm | View Details |
 |
DCGW | 6.35-12.7mm | 2.38-4.76mm | 2.8-5.5mm | View Details |
 |
VBGW | 6.35-9.525mm | 3.18-4.76mm | 2.8-4.4mm | View Details |
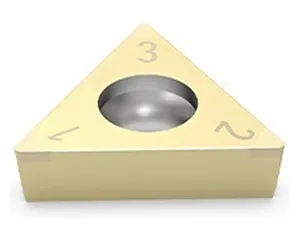 |
TCGW | 4.76 - 9.525 mm | 2.38 - 4.76 mm | 2.4 - 4.4 mm | View Details |
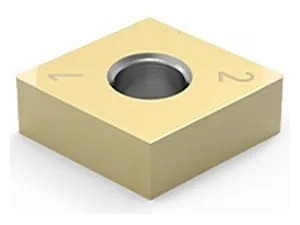 |
CNGA | 12.7 mm | 4.76 mm | 5.16 mm | View Details |
 |
DNGA | 12.7 mm | 4.76 - 6.35 mm | 5.16 mm | View Details |
 |
VNGA | 9.525 mm | 4.76 mm | 3.81 mm | View Details |
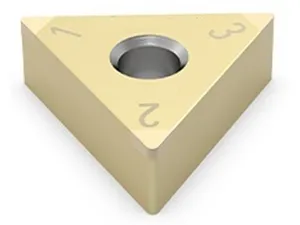 |
TNGA | 9.525 mm | 4.76 mm | 3.81 mm | View Details |
 |
WNGA | 12.7 mm | 4.76 mm | 5.16 mm | View Details |
For more models, please feel free to inquire.
| Cutting Recommendation | H | K | S | ||||
| PCBN Grade | BNH10C | BNH20C | BNH30C | BNK10 | BNK20 | BNS10 | BNS20 |
| Workpiece Material | Hardened Steel |
Hardened Steel |
Hardened Steel |
Cast Iron |
Ductile Iron |
Powder Metallurgy |
Powder Metallurgy |
| Cutting Speed (Vc) | 180(150-250) m/min |
100(50-150) m/min |
80(30-120) m/min |
600(300-800) m/min |
300(150-450) m/min |
300(200-500) m/min |
500(300-800) m/min |
| Feed per Revolution (Fn) | 0.1(0.03-0.2) mm/r |
0.1(0.03-0.2) mm/r |
0.1(0.03-0.2) mm/r |
0.1(0.03-0.3) mm/r |
0.1(0.03-0.3) mm/r |
0.1(0.03-0.3) mm/r |
0.1(0.03-0.3) mm/r |
| Class | Winice | Tungaloy | Mitsubishi | Sumitomo | Sandvik | Kyocera | Hitachi | Dijet | NTK | Seco | Kennametal | Iscar | Taegutec | Widia | Walter | Ceratizit | Centech -EG |
|
| H | H10 | BNH10C | BXM10 BX330 BX530 |
MBC020 MB8025 |
BNC160 BNC200 BN250 BN1000 |
CB7015 CB7025 CB20 CB50 |
KBN525 KBN25C KBN25M |
BH200 | JBN245 | B36 | CBN060K CBN150 CBN010 CBN200 CBN300 CBN500 |
KB9610 KB16l0 KB5610 |
IB50 IB55 IB10H IB10HC |
KB50 TB650 |
WBH10C WBH10P WBH10U |
WCB30 WCB50 WCB80 |
CTL3215 TA100 |
MN03 |
| H20 | BNH20C | BXM20 BX361D BXA20 |
MBC020 BC8020 MB8025 MB825 |
BNC200 BN250 BNX20 BNX25 BN2000 |
CB7025 CB20 CB7035 |
KBN30M KBN35M KBN900 |
BH250 | JBN300 JBN330 |
B22 B36 B40 |
CH2540 CBN150 CBN010 CBN200 CBN300 CBN500 |
KB5625 KB1625 |
IB20H IB25HA IB25HC |
TB650 | WBH25P | WCB50 WCB80 |
CTL3215 TA120 |
MN05 | |
| H30 | BNH30C | BXA20 BXM20 BXC50 BX380 |
MBC020 BC8020 MB835 |
BNC300 BN350 BNX25 |
KBN35M KBN900 |
JBN300 JBN330 |
B22 B40 |
GH3515 CBN300 CBN500 |
KB5625 KB9640 KD120 |
IB25HA IB25HC |
WBH40C | TA201 | MN06 | |||||
| K | K10 | BNK10 | BX470 BX480 BX950 |
MB710 MB730 |
BNS800 BN7000 BN7500 BN500 BNC500 |
CB7525 CB7925 CB50 |
KBN60M KBN900 |
BH200 | JBN795 | B23 B30 B52 |
CBN200 CBN300 CBN300P CBN400C |
KB9640 KD120 KB1630 |
IB50 IB55 IB86 IB90 |
KB90A | WBK40U | WCB80 WCB50 |
TA120 TA201 CTL3215 |
MN04 |
| K20 | BNK20 | BXC90 BX90S |
MB730 MBS140 |
BNS800 | CB50 | KBN900 | BH250 | B23 B30 B52 |
CBN200 CBN300 CBN300P CBN400C |
KB9640 | IB90 IB85 |
WBK45U | CTL3215 | |||||
| S | S10 | BNS10 | BX950 | MB730 | BN7000 BK350 |
KBN65B KBN65M |
JBN795 | IB90 | KB90 | |||||||||
| S20 | BNS20 | BX470 BX480 |
MB4020 | BNS800 | CBN170 CBN010 |
KB1630 | IB05S IB10S |
KB90A | WBK45U | TA201 | |
|||||||
- Hardness and Wear Resistance: PCBN hardness is higher than cemented carbide and ceramic tools. It resists cutting wear of hard materials such as hardened steel (above HRC 60) and chilled cast iron. Tool life is 5 to 15 times that of cemented carbide tools, reducing tool change frequency and production costs.
- Thermal Stability: Heat resistance reaches 1400-1500°C. Performance remains stable in high-temperature cutting environments, supporting dry cutting and high-speed cutting. This reduces cutting fluid usage and environmental impact.
- Chemical Inertness: No chemical reaction occurs with ferrous materials at 1200-1300°C. This prevents bonding and diffusion between the tool and workpiece, ensuring processing accuracy and surface quality in ferrous metal machining.
- Friction Coefficient: The friction coefficient is 0.1-0.3. Cutting forces and temperatures are lower compared to cemented carbide, reducing tool-chip sticking while increasing processing efficiency.
- Thermal Conductivity: High thermal conductivity allows for rapid dissipation of cutting heat. This reduces thermal deformation and improves dimensional accuracy for heat-sensitive materials.
- Processing Adaptability: Suitable for roughing, semi-finishing, and finishing operations. The hard turning process increases efficiency by 3 to 10 times compared to grinding. Applications include the automotive, aerospace, and mold industries.
- Edge Retention: The cutting edge maintains its initial geometry during operation. This ensures processing consistency for automated production and high-precision requirements.