PCD Tools
PCD tools are superhard tools designed by sintering diamond micron powder with a binder phase using High Pressure and High Temperature (HPHT) processes. With hardness second only to diamond, PCD exhibits high wear resistance, a low friction coefficient, and high thermal conductivity. It is primarily used for precision machining of non-ferrous metals and non-metallic materials. It is particularly efficient for processing high-silicon aluminum alloys, pure aluminum, and copper alloys.
| Image | Model | Edge Length | Thickness | Hole Diameter | Details |
|---|---|---|---|---|---|
 |
CCGW | 6.35-12.7mm | 2.38-4.76mm | 2.8-5.5mm | View Details |
 |
DCGW | 6.35-12.7mm | 2.38-4.76mm | 2.8-5.5mm | View Details |
 |
TCGW | 4.76-9.525mm | 2.38-3.97mm | 2.4-4.4mm | View Details |
 |
TPGW | 4.76-9.525mm | 2.38-3.18mm | 2.4-3.3mm | View Details |
 |
VBGW | 6.35-9.525mm | 3.18-4.76mm | 2.8-4.4mm | View Details |
 |
VCGW | 6.35-9.525mm | 3.18-4.76mm | 2.8-4.4mm | View Details |
For more models, please feel free to inquire.
- Hardness and wear resistance: Hardness reaches HV 8000-10000, which is significantly higher than cemented carbide tools. When machining high-silicon aluminum alloys and carbon fiber reinforced polymers (CFRP), tool life is 50 to 100 times that of cemented carbide, reducing tool change frequency.
- Low friction and anti-bonding properties: PCD has a low affinity for non-ferrous metals such as aluminum and copper. This prevents built-up edge formation during cutting, allowing for surface quality below Ra 0.1 μm and preventing workpiece surface scratches.
- High thermal conductivity: Thermal conductivity is 5 to 10 times higher than that of cemented carbide. Cutting heat dissipates rapidly through the tool body, reducing thermal deformation and supporting high-speed cutting conditions.
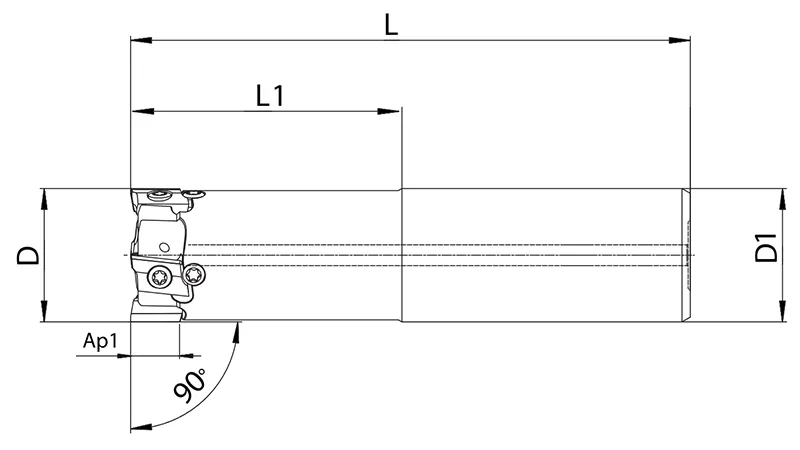
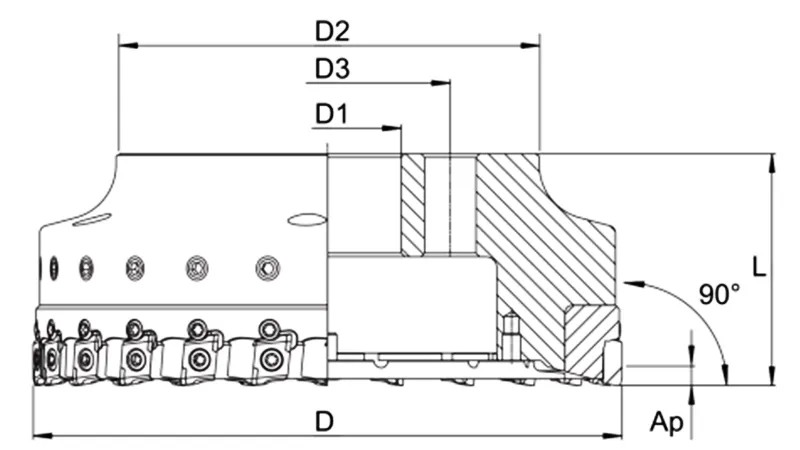
Indexable milling cutters are primarily used for high-speed face and shoulder milling of non-ferrous metals. They offer exceptional versatility for both roughing and finishing operations, significantly reducing downtime and optimizing production costs.
Selection Guide for Indexable Milling Cutters
| Item | Model | D | D1 | D2 | D3 | L | Ap Max. | Z | kg | RPM Max. | Workpiece Material |
M1
  |
|
25 | 25 | - | — | 130 | 4 | 3 | 0.5 | 25000 | Steel |
| |
32 | 32 | - | — | 130 | 4 | 4 | 0.8 | 25000 | Steel | |
M2
  |
|
40 | 16 | 36 | — | 40 | 11 | 6 | 0.36 | 40000 | Steel |
| |
50 | 22 | 45 | — | 40 | 11 | 8 | 0.55 | 35100 | Steel | |
| |
63 | 22 | 45 | — | 40 | 11 | 10 | 0.75 | 30200 | Steel | |
| |
80 | 27 | 50 | — | 50 | 11 | 12 | 0.96 | 27500 | Steel+Aluminum | |
| |
100 | 32 | 70 | — | 50 | 11 | 16 | 1.45 | 23800 | Steel+Aluminum | |
| |
125 | 40 | 90 | — | 63 | 11 | 20 | 2.4 | 19100 | Steel+Aluminum | |
| |
160 | 40 | 115 | 66.7 | 63 | 11 | 24 | 3 | 14900 | Steel+Aluminum | |
| |
200 | 60 | 150 | 101.6 | 63 | 11 | 30 | 4.25 | 11900 | Steel+Aluminum | |
| |
250 | 60 | 200 | 101.6 | 63 | 11 | 36 | 6.5 | 9550 | Steel+Aluminum |
Note: Accessories for all specifications are available. Custom tool holders and special cutter geometries can be manufactured upon request.
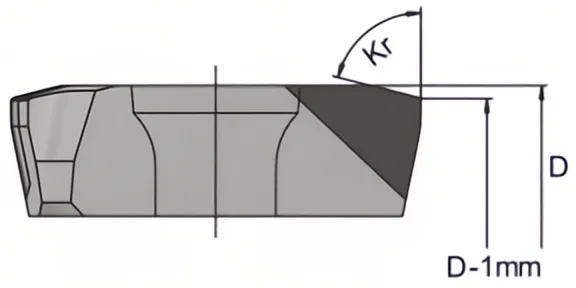
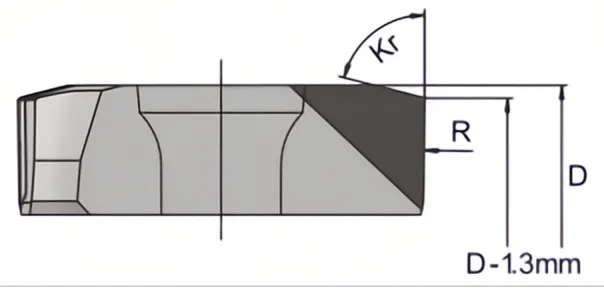
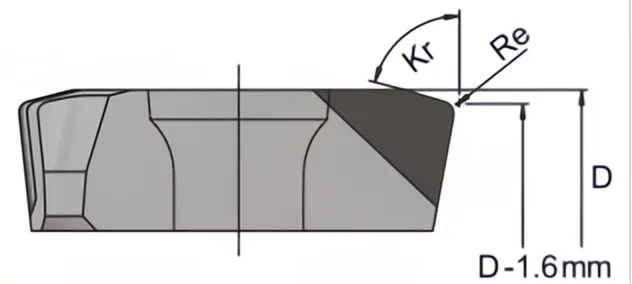
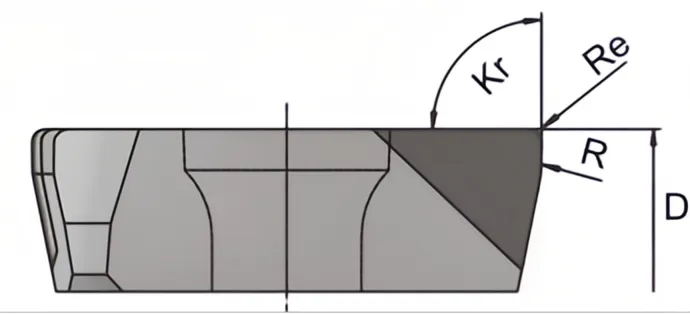
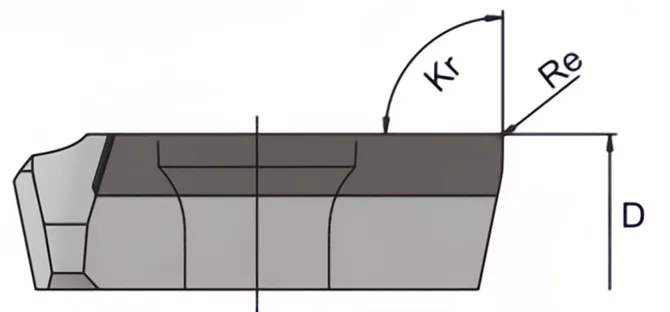
PCD milling inserts feature multiple lead angles, wiper designs, and various corner radii to meet diverse face and shoulder milling requirements.
| Figure | Cutter Diameter | Model | Cutting Edge (Note 1) | Dimensions | |||||
| 25-40 mm | >40 mm | Cutting Tips | BS (mm) | Ap Max (mm) | Kr (°) | Re (mm) | |||
Standard 75°
 |
- | √ | F/T | 1 | 1 | 4 | 75 | - | |
| √ | - | F/T | 1 | 1 | 4 | 75 | - | ||
| - | √ | F/T | 2 | 1 | 4 | 75 | - | ||
Wiper 75°
 |
- | √ | F/T | 1 | 4 | 4 | 75 | - | |
| √ | - | F/T | 1 | 4 | 4 | 75 | - | ||
| - | √ | F/T | 2 | 4 | 4 | 75 | - | ||
Corner 75°
 |
- | √ | F/T | 1 | - | 4 | 75 | 0.4 | |
| √ | - | F/T | 1 | - | 4 | 75 | 0.4 | ||
| - | √ | F/T | 2 | - | 4 | 75 | 0.4 | ||
Universal 90°
 |
- | √ | F/T | 1 | 1.5 | 4 | 90 | 0.4 | |
| - | √ | F/T | 1 | 1.5 | 4 | 90 | 0.4 | ||
| √ | - | F/T | 1 | 1.5 | 4 | 90 | 0.4 | ||
| - | √ | F/T | 2 | 1.5 | 4 | 90 | 0.4 | ||
Full Length 90°
 |
- | √ | F/T | 1 | 1.5 | 11 | 90 | 0.4 | |
| - | √ | F/T | 1 | 1.5 | 11 | 90 | 0.4 | ||
| √ | - | F/T | 1 | 1.5 | 11 | 90 | 0.4 | ||
Note:
Type F: Designed for stable machining environments and superior finishing
Type T: Reinforced edge for heavy interrupted cutting conditions.